





 扫一扫
扫一扫

纵横机械制造有限公司拥有多年的 西宁不锈钢衬塑管、生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 西宁不锈钢衬塑管、产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、


衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
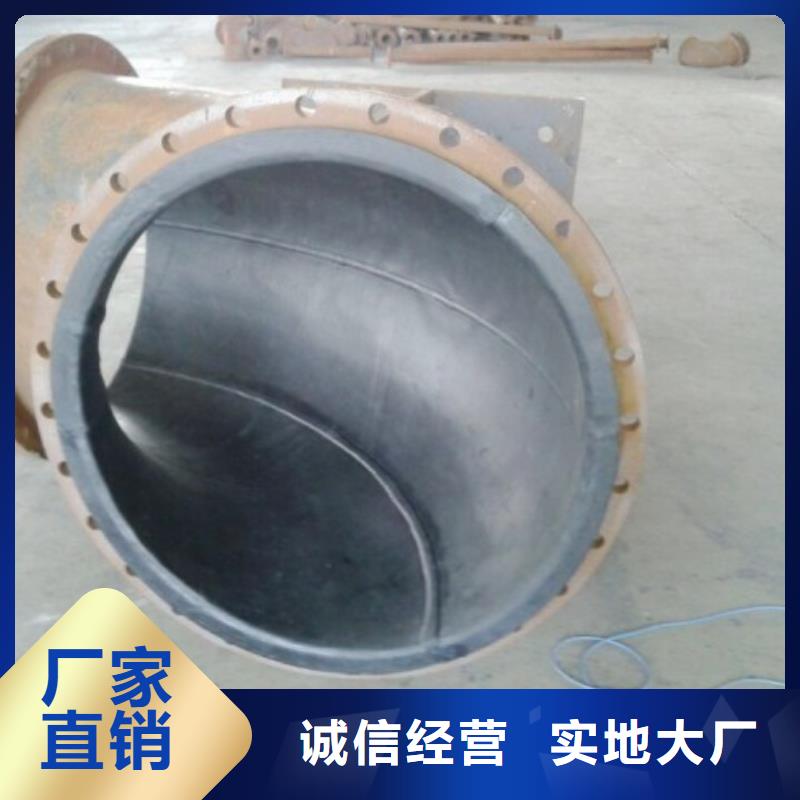
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) 100%,X射线照相检测(RT)5%,压力试验100%。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全清除氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,清除磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,最长不应超过24h。



衬胶管道试验项目及提交资料
| 试验检查项目 | 检查区分 | 要否提交记录 | 备 注 | |
| 卖方检验 | 买方现场检验 | |||
| 材料检查 | △ | △ | 要 |
|
| 外观检查 | ○ | ○ | 要 |
|
| 尺寸检查 | ○ | ○ | 要 |
|
| 硬度检查 | ○ | ○ | 要 |
|
| 厚度检查 | ○ | ○ | 要 |
|
| 漏电检查 | ○ | ○ | 要 |
|
| 打诊检查 | ○ | ○ | 否 |
|
| 油漆检查 | ○ | ○ | 要 |
|
| 发货前检查 | ○ | -- | 要 |
|
| 修补检查 | ○ | -- | 要 | 有修补时 |
| △:现场检查 ○:提交检验报告 | ||||


技术支持:cnwbgg.com